
Beispiele für diffusionsgeschweißte Bauteile
Für ein Forschungsvorhaben am Bunte-Engler-Institut des KIT wurde eine Brennerdüse erstellt (Abb. 51). Die maximale Einsatztemperatur sollte 800°C betragen. Beginnend erfolgte eine Werkstoff-und Fertigungsberatung. Eine mechanische Fertiung schied aufgrund der komplexen Geometrie aus. Stattdessen wurden geätzte Folien aus dem hochtemperaturbeständigen Werkstoff 1.4876 beschafft. Nach dem Diffusionsschweißen wurden Adapter zur Kühlung der Brennerplatte mit Thermoöl gefräst. Mittels Laserschweißen wurde die Brennerplatte komplettiert und auf Dichtheit getestet.

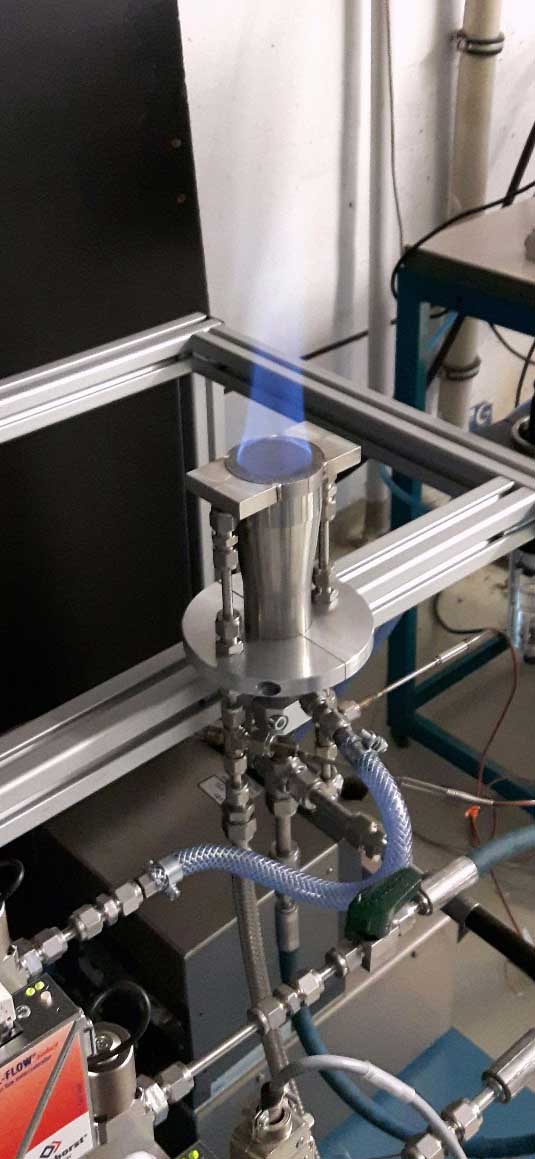
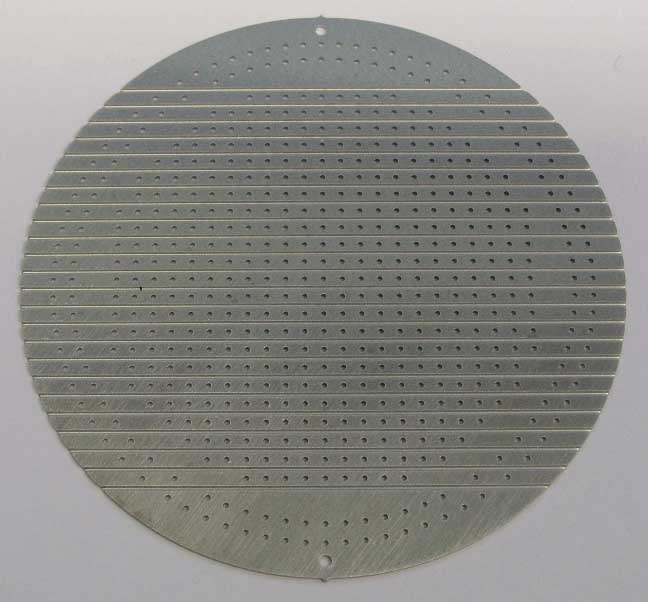
Abb. 51: Links: Brennerplatte aus 1.4876 mit Kühlkanälen. Mitte: Beidseitig geätzte Folie für gekühlten Bereich. Rechts: Brennerplatte im Einsatz.
Für eine KMU werden Teile für ein Analysegerät in größerer Stückzahl diffusionsgeschweißt. Beim Material handelt sich um einen austenitischen Edelstahl. Die Bauteile sind aus mehreren Dutzend geätzten Folien aufgebaut und werden mit Deckplatten mit Medienanschlüssen komplettiert. Nach ersten Tests konnte die pro Lauf geschweißte Teileanzahl weiter erhöht werden, indem Teile in mehreren Ebenen geschweißt werden. Dies ermöglicht die Fixkosten pro Ofenfahrt auf erheblich mehr Teile zu verteilen und die Stückkosten auf ein rentables Niveau zu senken.


Abb. 52: Links: Test-Mehrfachschweißung von zehn mikrostrukturierten Bauteilen aus austenitischem Edelstahl im 200 kN-Ofen. Rechts: Upgrade auf 50 Teile im 2 MN-Ofen.
In Kooperation mit einem Institut wurde ein Kryowärmeübertrager gefertigt, mit welchem hohe Stromstärken in supraleitenden Werkstoffen angekoppelt werden können. Dazu ist Kühlung auf sehr tiefe Temperaturen erforderlich (Abb. 53). Die Lamellen der einzelnen Cu-Folien, welche einen Gegenstrom-Wärmeübertrager formen, ragen über die Deckplatten heraus, werden nicht mit diffusionsverschweißt und übernehmen die Funktion der elektrischen Ankopplung.

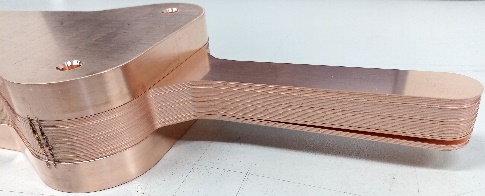
Abb. 53: Kryo-Wärmeübertrager aus Reinstkupfer zur Ankopplung supraleitender Werkstoffe für Starkstromanwendungen
Zur Charakterisierung flacher, großformatiger Diffusionsschweißteile wurde eine Teststruktur entworfen, mit der mehrere abgeschlossene Hohlräume pro Teil separat auf Vakuumdichtheit geprüft werden können. Es besteht aus dem in Abb. 54 gezeigten Teil, welches durch Laserschneiden in 2 mm dicken Blechen aus austenitischem Edelstahl einfach hergestellt werden kann. Eine ebenso dicke Bodenplatte sowie eine Deckplatte mit Löchern für die Vakuumtests bilden ein Bauteil von 6 mm Höhe. Untersucht werden zwei Varianten mit Durchmessern von 145 und 290 mm.
Wie aus systematischen Untersuchungen zur Verformung in Abhängigkeit von der Teilegeometrie bekannt, kann für flache großformatige Teile keine sinnvolle prozentuale und reproduzierbare Verformung bestimmt werden. Die Höhenvarianz mehrerer Messpunkte vor und nach der Diffusionsschweißung liegt im Bereich der Differenz ihrer Mittelwerte. Fügeparameter sollen anhand der Dichtheit mehrerer abgetrennter Hohlräume optimiert werden.
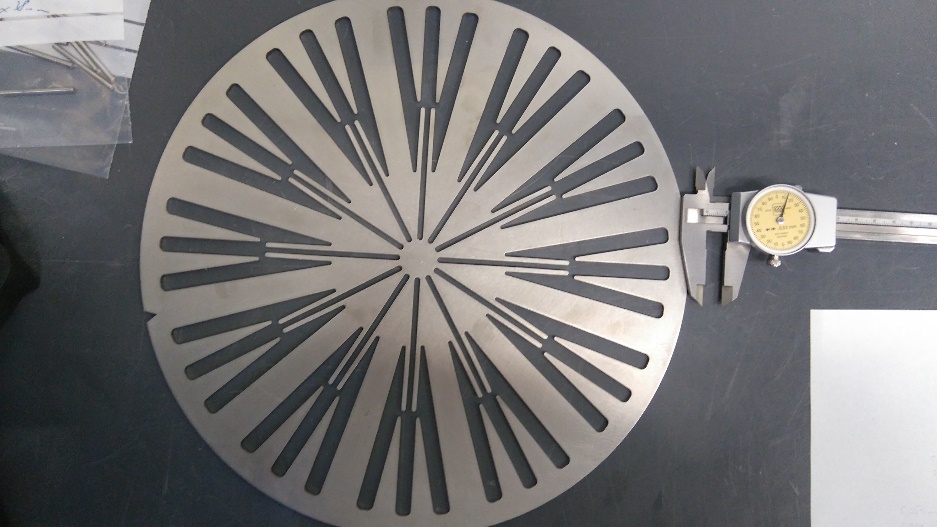
Abb. 54: Testteil zur Bestimmung der Höhenvarianz großer flacher Bauteile und Kontrolle der Vakuumdichtheit.