
Werkstofftechnische Auswirkungen des Diffusionsschweißens
Austenitische Edelstähle und Nickelbasislegierungen besitzen ein kubisch-flächenzentriertes Gitter. Die thermisch stabilen Passivschichten bestehen aus Chrom- und Nickeloxiden. Fehlende Polymorphie in Verbindung mit hohen Diffusionsschweißtemperaturen zur Auflösung der Passivschichten und Aktivierung der Diffusion führt zu ausgeprägtem Kornwachstum.
Für Anwendungen in korrosiver Umgebung ist zu beachten, dass beim Diffusionsschweißen Sensibilisierung nicht zu vermeiden ist, da die Abkühlgeschwindigkeit in Hochvakuum gering ist. Auch Einleitung von Schutzgas ändert dies nicht grundlegend. Anhaltspunkte für den Grad der Sensibilisierung bieten Zeit-Temperatur-Sensibilisierungsdiagramme, die für verschiedene Werkstoffe verfügbar sind (Abb. 46). Die in ASTM G-28A spezifizierten Testparameter sind für die Mikroverfahrenstechnik leider ungeeignet.
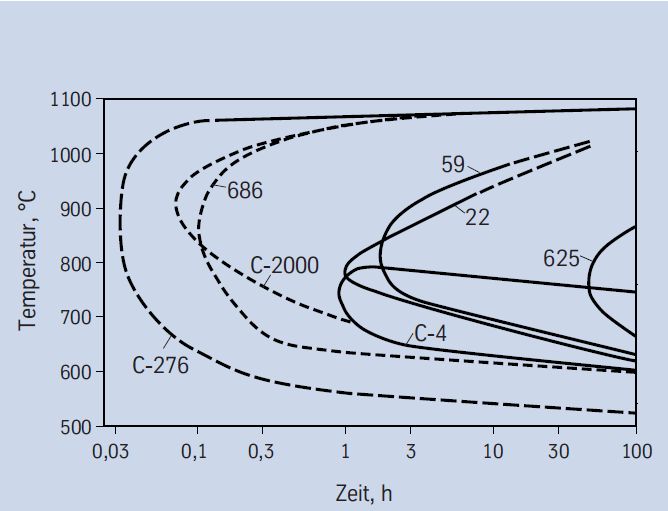
Abb. 46: Zeit-Temperatur-Sensibilisierungs-Diagramme verschiedener Nickel-Chrom-Molybdän-Legierungen. Prüfung nach ASTM G-28 A. Kriterium: interkristalline Korrosion mit einer Tiefe > 50 μm [6].
Am Beispiel der temperaturbeständigen Legierung 1.4876 sind extrem unterschiedliche Korngrößen in dünnen Bändern und massiven Deckplatten ersichtlich. Trotz hoher Fügetemperatur und langer Fügedauer ist kein nennenswertes Kornwachstum über die Fügeebenen zu beobachten.
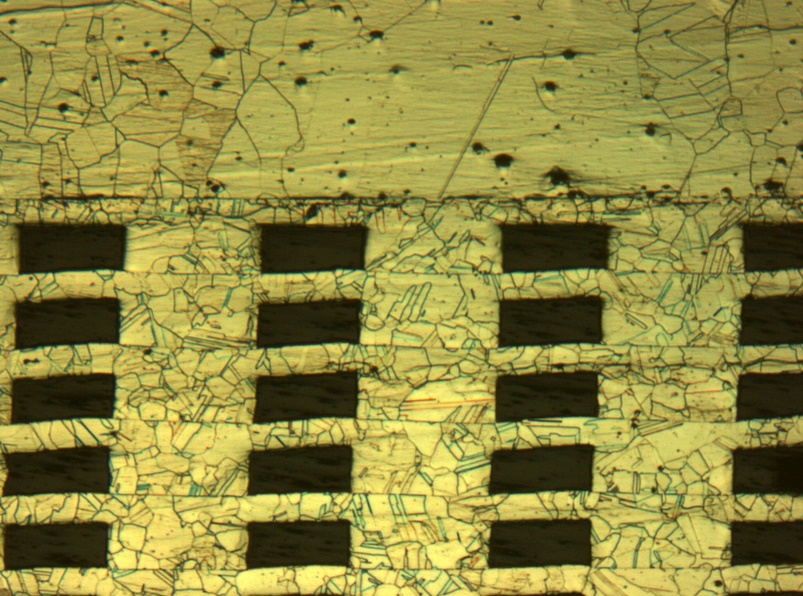
Abb. 47: Diffusionsschweißung an hitzebeständigem 1.4876, T=1200°C, p=4 MPa, t=4 h, kein Kornwachstum sichtbar.
Für den niedriger legierten austenistischen Edelstahl 1.4301 wird bereits bei deutlich reduzierten Parametern gutes Kornwachstum über Fügeebenen erzielt.
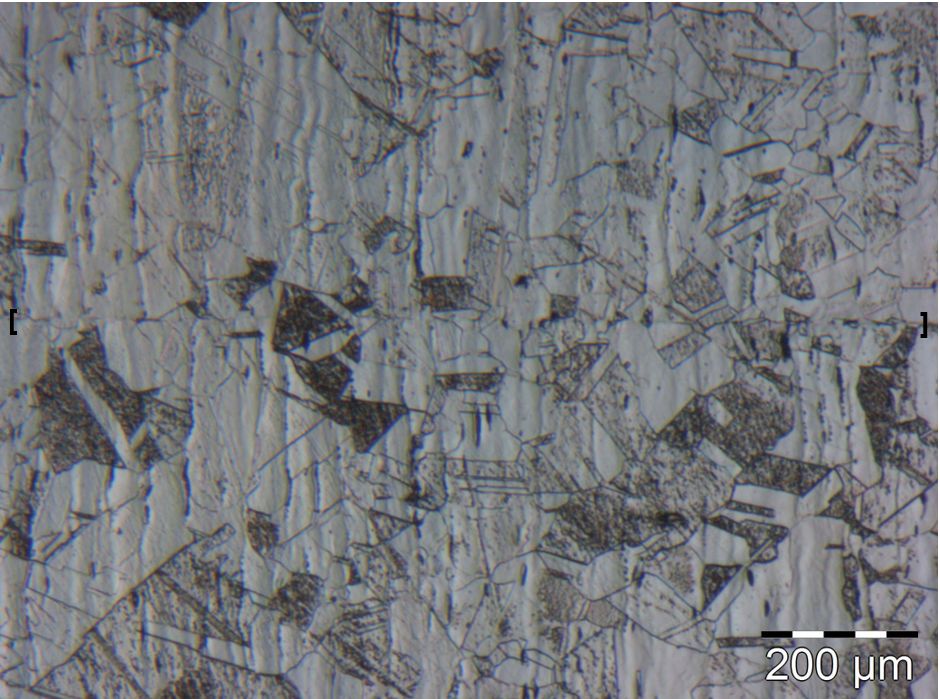
Abb. 48: Diffusionssschweißung von X5CrNi18-10 (1.4301). T= 1075°C, t= 1 h, p= 23 MPa. Fügeebene mit Klammern markiert.
Noch mildere Diffusionsschweißbedingungen können bei umwandelnden Stählen gewählt werden. Die Passivschicht des rostfreien martensitischen Edelstahls X20Cr13 ist deutlich weniger beständig. 13% Chrom stabilisiert den Austenit nicht vollständig (Abb. 49) [7].
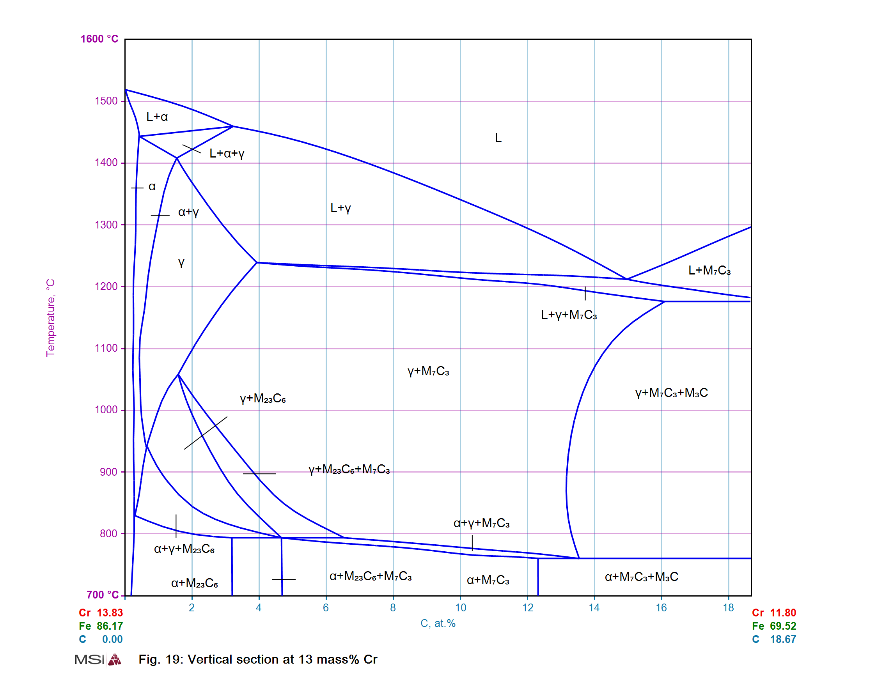
Abb. 49: Vertikaler Schnitt des Eisen-Kohlenstoffdiagramms für 13 % Chrom. [7]
Daher kann 1.4021 im Ferritgebiet mit erheblich größeren Diffusionskoeffizienten geschweißt werden. Das Kornwachstum kann durch kurzzeitiges Austenitisieren nach dem Fügeprozess rückgängig gemacht werden. Es entsteht ein feinkörniges Gefüge (Abb. 50, links). Fügeebenen sind nicht mehr erkennbar.
Der Chromgehalt senkt die kritische Abkühlgeschwindigkeit so weit ab, dass selbst beim Abkühlen nach dem Diffusionsschweißen, abhängig von der Größe der Teile und des Ofens, noch die Martensitstufe erreicht wird (Abb. 50, rechts).
Im Bereich der mikrostrukturierten dünnen Bleche sind deutlich mehr Karbidausscheidungen an den Korngrenzen sichtbar. Offenbar liegt der Kohlenstoffgehalt in den Blechen eher am oberen Ende der Werkstoffspezifikation von 0,16-0,25 % Kohlenstoff.
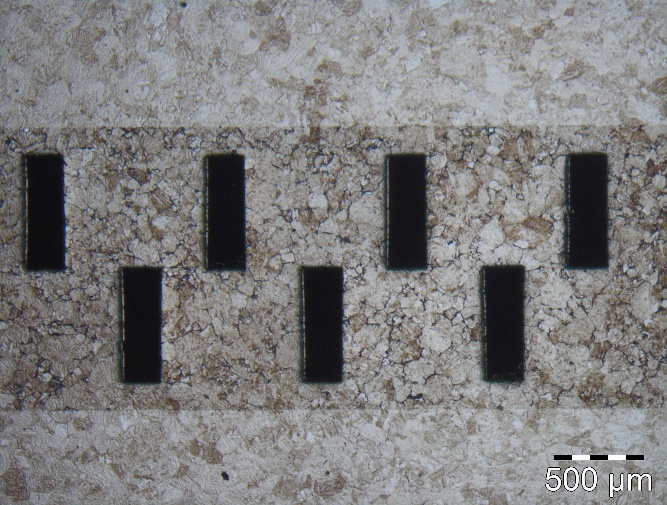
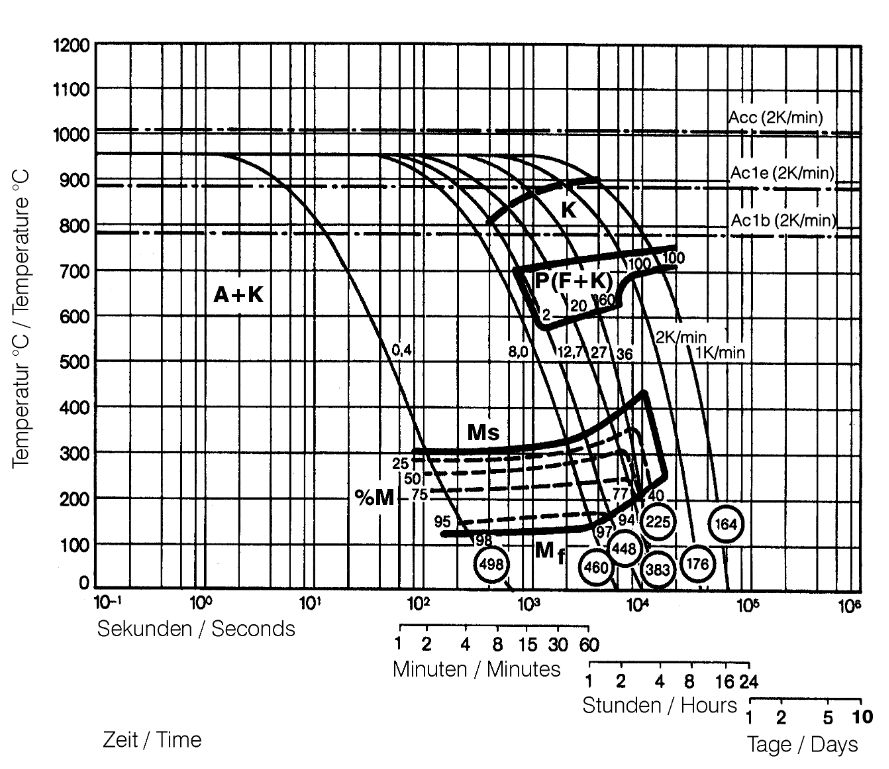
Abb. 50: Links: Verformungsarm diffusionsgeschweißte Teststruktur aus martensitischem Edelstahl 1.4021 (X20Cr13). T= 950°C, t= 1 h, p= 17 MPa, anschließend austenitisiert. Rechts: ZTU-Diagramm für 1.4021.