Anwendungen Laserschweißen
Das Laserschweißen füllt Lücken fügetechnischer Anwendungen, die mit dem Diffusionsschweißen nicht abgedeckt werden können. So werden Bleche mit katalytischen oder Korrosionsschutzbeschichtungen verschweißt, da eine nachträgliche Beschichtung diffusionsgeschweißter Bauteile oft nicht praktikabel ist. Auch hochschmelzende Werkstoffe wie Tantal können nicht diffusionsgeschweißt werden.
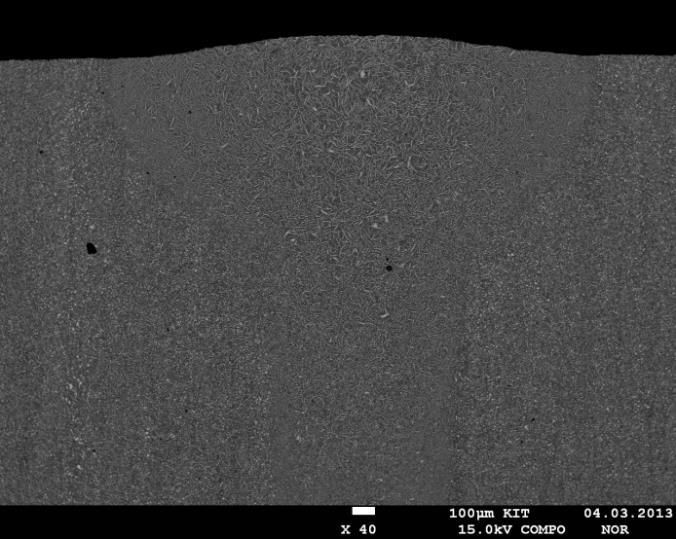
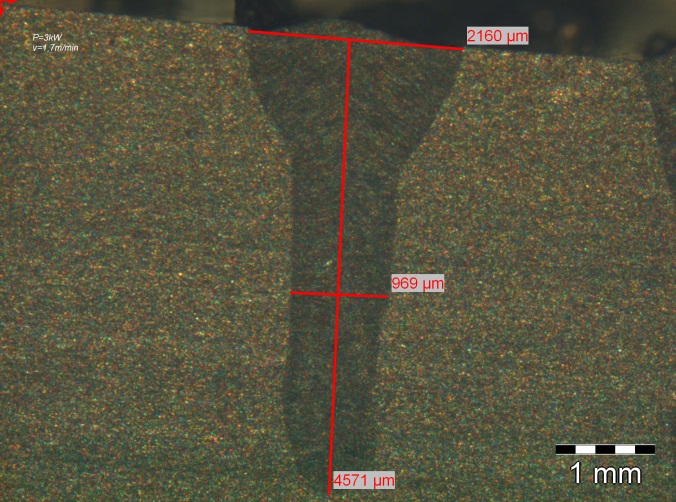
Die einstellbaren Laserparameter wie Leistung (gepulst oder Dauerstrich [cw]), Geschwindigkeit und Fokuslage lassen die Einstellung unterschiedlichster Nahtquerschnitte zu (Abb. 1).

Während sich Edelstähle und Nickelbasislegierungen mit ähnlichen Parametern unproblematisch schweißen lassen, gelingt dies bei den meisten Aluminiumlegierungen nur mit Schwierigkeiten. Aufgrund des großen Temperaturbereichs bis zur vollständigen Erstarrungen sind viele Legierungen heißrissanfällig. Hinzu kommen der hohe thermische Ausdehnungskoeffizienten und die hohe Wärmeleitfähigkeit. Auch die Nahtquerschnitte unterschieden sich erheblich von den vorgenannten Materialien.
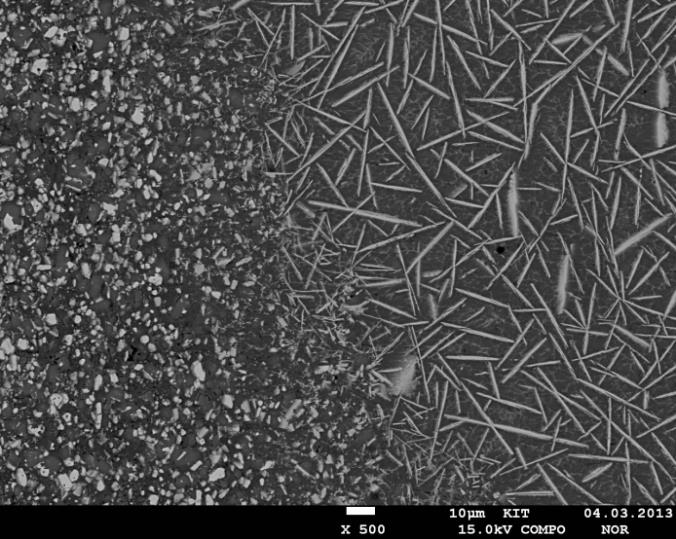
Eine Ausnahme bilden übereutektische Al-Si-Legierungen, wie sie von der Fa. PEAK Werkstoff GmbH in Velbert mittels Sprühkompaktieren erzeugt werden: Eine Vielzahl von primär erstarrenden Siliziumausscheidungen wächst in Abhängigkeit von den lokalen Abkühlbedingungen in der Schweißnaht nadelförmig. Dadurch werden thermische Spannungen lokal abgebaut und verhindern Heißrisse (Abb. 2).